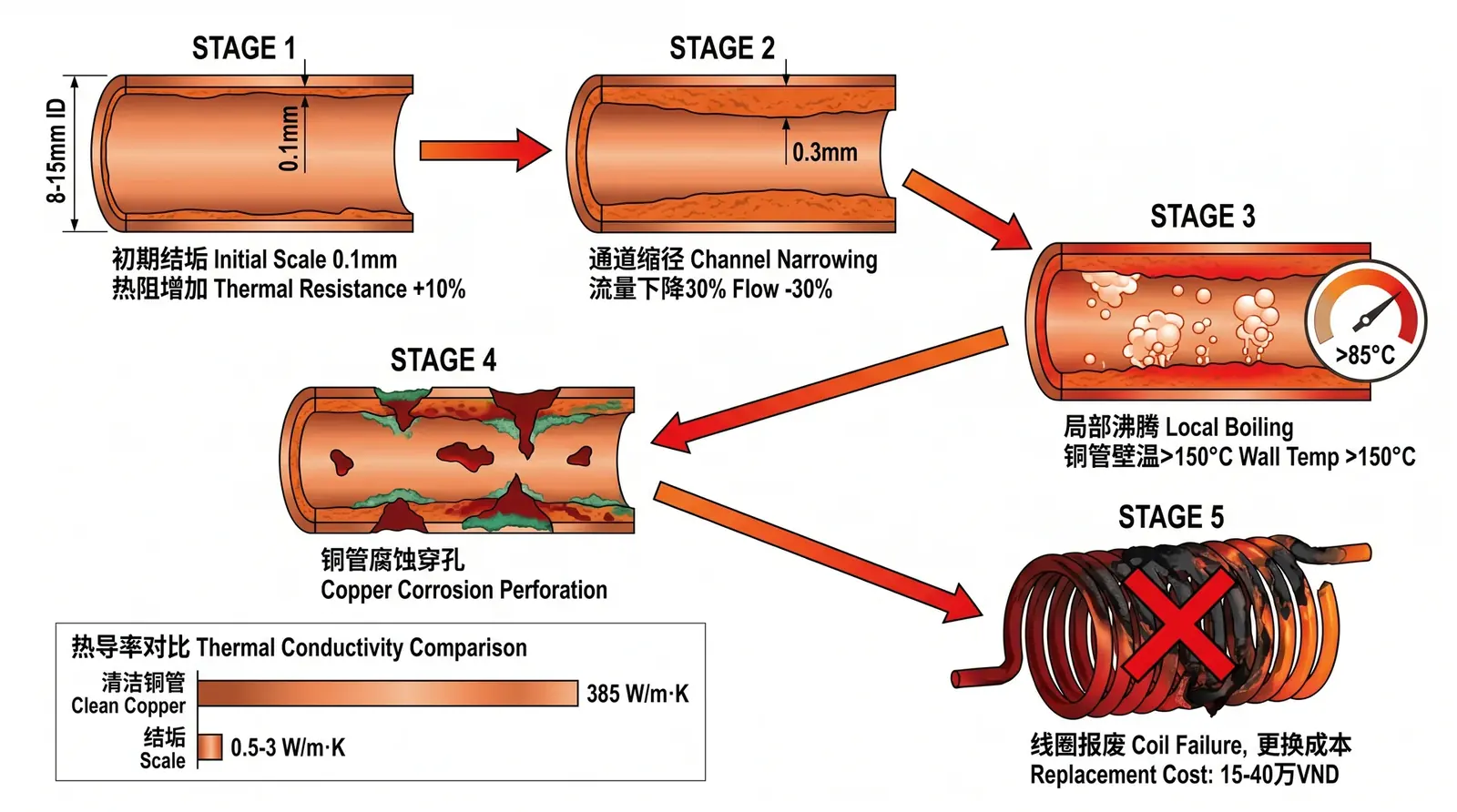
Scale
blockage
blockage
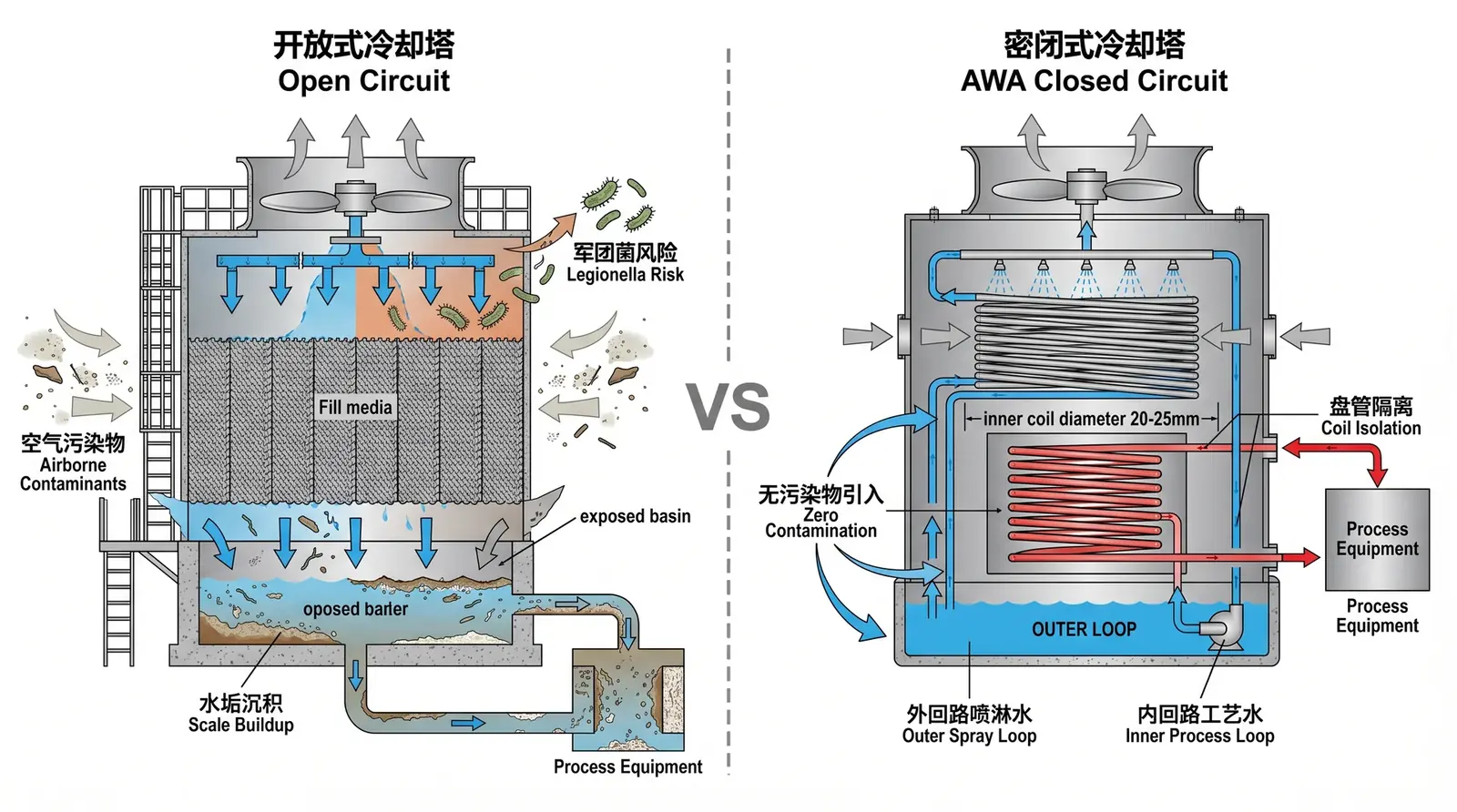
Open-tower evaporation concentrates minerals — narrow cooling channels are the first casualties
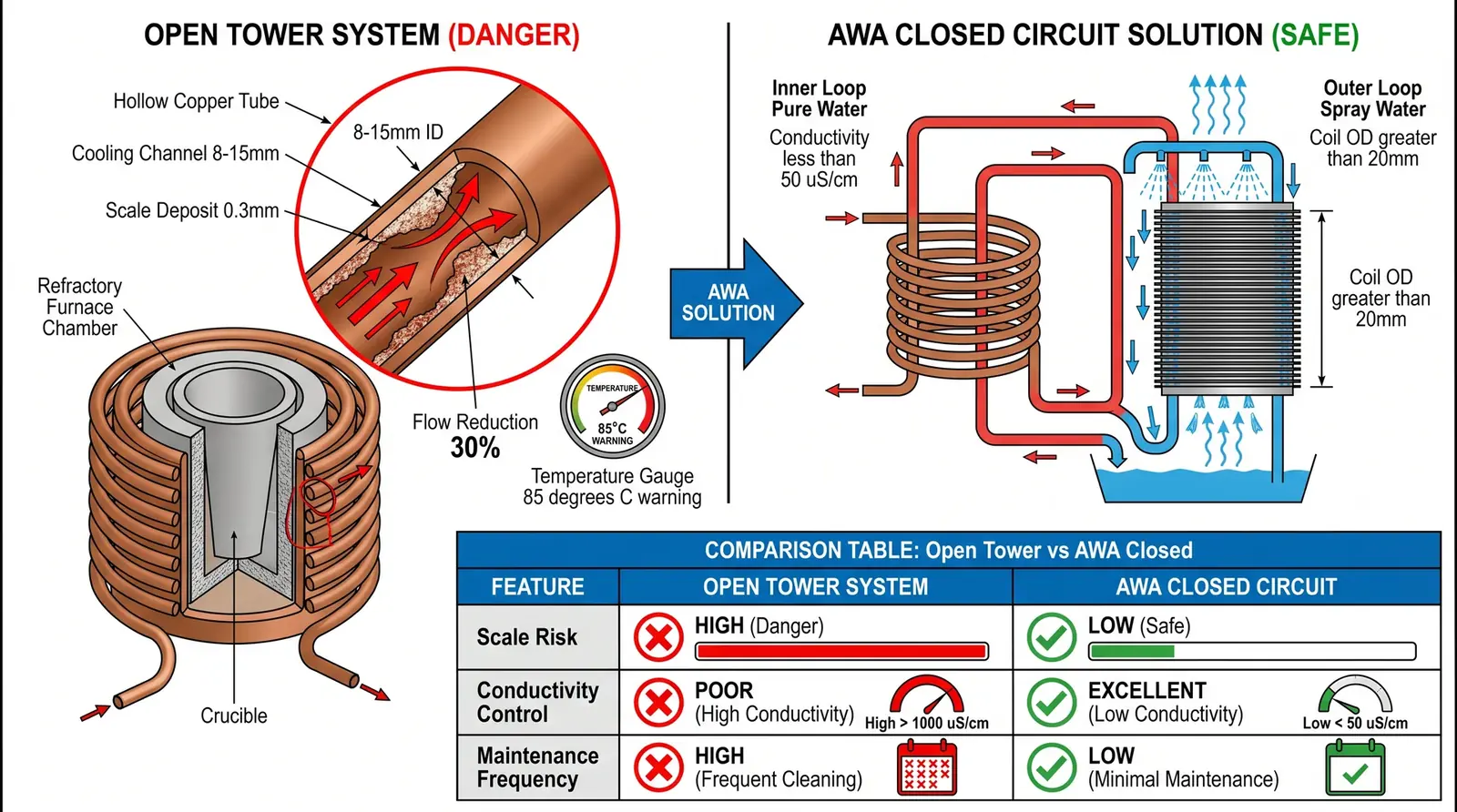
Open cooling towers dissipate heat through evaporation, continuously concentrating calcium and magnesium ions in the circulating water. For induction furnace coils (bore typically under 8 mm), injection-mould water channels (bore under 6 mm) and semiconductor cooling jackets (bore under 4 mm), scale deposits far faster than in ordinary industrial pipework. Once the channel cross-section shrinks by 20%, heat-transfer efficiency drops by roughly 30% — triggering overheating, product rejects and, ultimately, coil burnout. Replacement costs for these core assets routinely run into the millions.