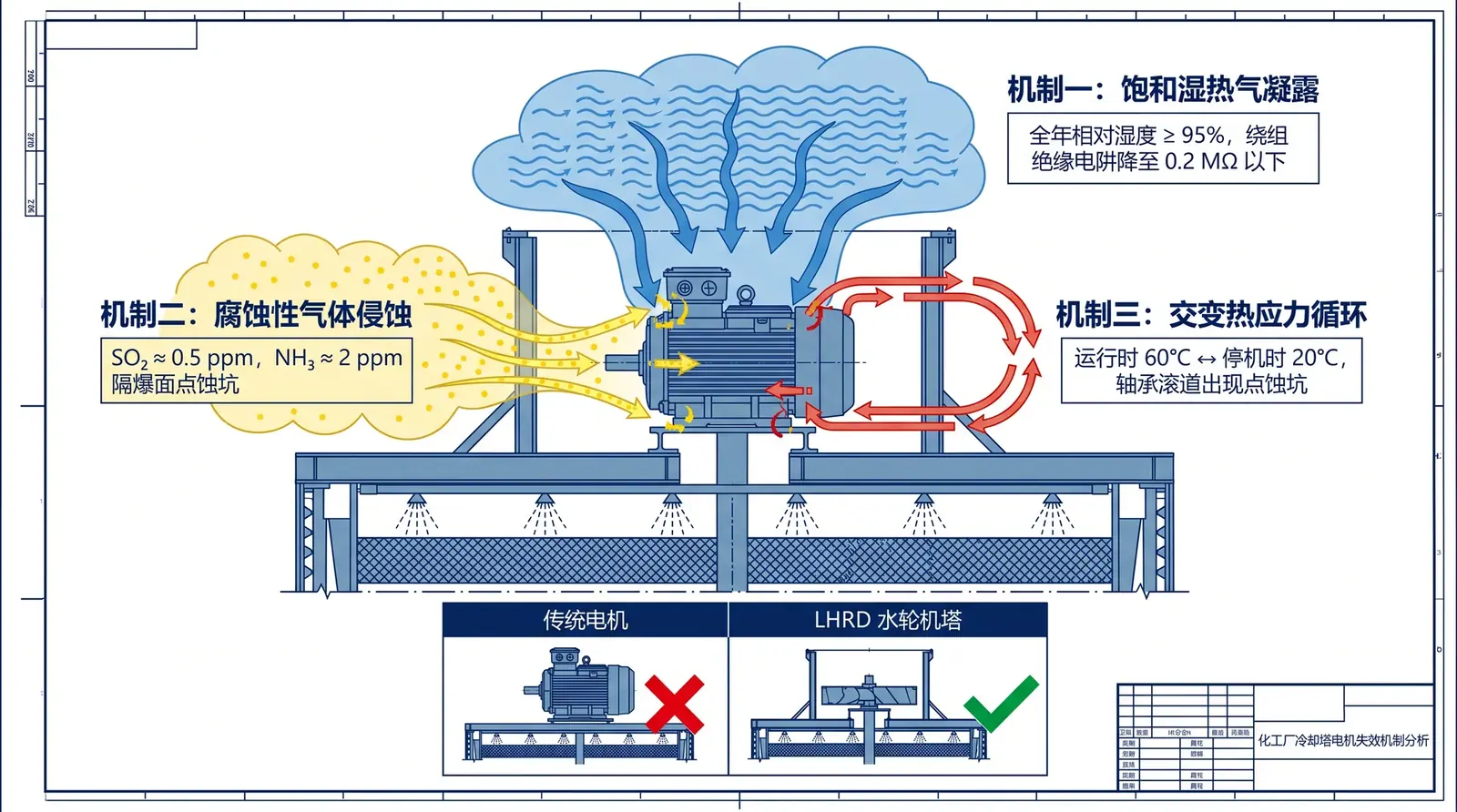
Figure 1: Cross-section of the three-failure environment at the tower top. The three attack mechanisms act together, and any single protective measure, such as raising the IP rating, cannot address all three failure modes at the same time.
At a fertilizer plant in Dong Nai Province, the equipment supervisor pointed at a blackened motor being lowered by a crane and said with anger and frustration: "This is already the third motor burned out this year."
In heavy-corrosion industries such as chemicals, electroplating and metallurgy, fan motors on the top of cooling towers often seem unable to escape the curse of a short service life. Even when high-quality motors with IP55 or even IP66 protection are deliberately selected during procurement, they often fail within one or two years because of insulation breakdown, bearing seizure or water ingress into the junction box.
Why are cooling tower motors so fragile in chemical plants? To answer this question, it is necessary to look closely at the microscopic physical environment at the top of the cooling tower.
Physical Principle: The "Triple Hell" at the Tower Top
The exhaust outlet of a cooling tower is one of the harshest environments in an entire factory. A motor installed here is continuously exposed to the coupled effect of three types of attack.
Mechanism 1: Saturated Vapor at 100% Relative Humidity and Continuous Condensation
The air discharged from a cooling tower is saturated hot and humid air that has absorbed a large amount of water, with relative humidity close to 100%. When this hot humid air contacts a motor casing at a slightly lower temperature, it rapidly condenses into water droplets. This pervasive condensate can enter the motor through tiny gaps around the shaft or junction box and damage the insulation layer of the stator windings. Once insulation resistance falls below 1 MΩ, the IEC 60034-1 critical value, the probability of turn-to-turn and phase-to-phase short circuits rises sharply.
Mechanism 2: Corrosive Gases Forming Acid/Alkaline Liquid Films
In chemical plants, cooling water often absorbs corrosive gases such as SO₂, H₂S or NH₃ from the air. When these gases are discharged with water vapor and condense on the motor surface, they form high-concentration acidic or alkaline liquid films. The sulfurous-acid environment formed by SO₂ can corrode carbon steel and cast iron at a rate of 0.05–0.2 mm per year. This chemical corrosion quickly damages the anti-corrosion coating of the motor, attacks the metal casing, and may expand the flameproof surface gap from the design value of 0.1–0.3 mm beyond the allowable limit, causing the explosion-proof function to fail.
Mechanism 3: Cyclic Thermal Stress Accelerating Seal Aging
A motor generates heat during operation, with an internal temperature rise of 40–60°C, and is then cooled rapidly by surrounding cold air after shutdown. This frequent thermal expansion and contraction, which may occur several times per day, accelerates aging and failure of motor seals, further opening paths for water vapor and corrosive gases. This is a self-accelerating failure cycle.
According to relevant studies by the IEEE Industry Applications Society, more than 70% of motor failures in chemical environments can be attributed to insulation failure and bearing corrosion. As long as a motor still requires electricity and a metal casing for heat dissipation, this "triple hell" is an unavoidable operating condition.
COOLTEK's Physical Solution: The Water Turbine's Physical Immunity
If the motor's physical structure determines that it cannot survive for long in a corrosive, hot and humid environment, why not use a power source that requires no electricity and is not afraid of water?
The LHRD water-turbine-driven cooling tower provides a solution that changes the problem at a lower physical level. It completely replaces the motor and reducer with a purely mechanical water turbine. The turbine is installed on the water-distribution pipeline inside the cooling tower and uses the pressure of the circulating water itself to drive the runner, which in turn drives the fan.
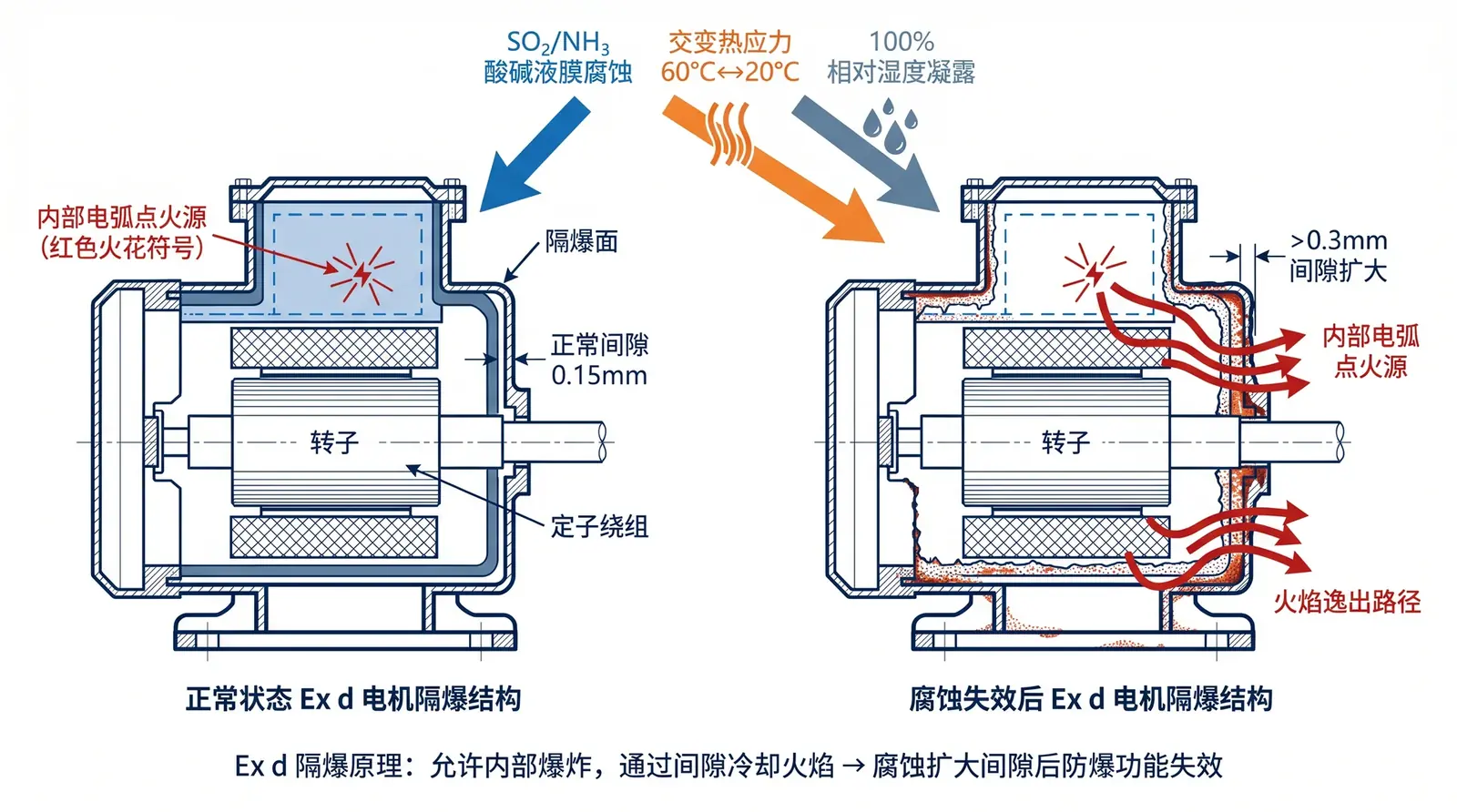
Figure 2: Motor failure modes vs. the physical immunity of the LHRD water turbine — no copper windings, no electrical sparks, no thermal stress, with a design life exceeding 50,000 hours.
At the physical level, a water turbine has natural immunity to the harsh tower-top environment:
- Not afraid of water: the turbine is itself a fluid machine driven by water. Its internal wetted components and bearing seals are designed for work in water. For the turbine, 100% humidity is not a threat; it is the working medium.
- Not afraid of corrosion: COOLTEK's turbine casing and runner are cast from high-strength corrosion-resistant materials. There are no vulnerable copper windings and no silicon-steel laminations easily attacked by corrosion, eliminating structural failure caused by chemical corrosion.
- No thermal stress: the water turbine does not generate heat during operation. Its temperature remains consistent with the cooling water temperature, completely removing thermal expansion and contraction damage to seals.
Industry-Standard Verification: A Practical Way to Reduce Maintenance Risk
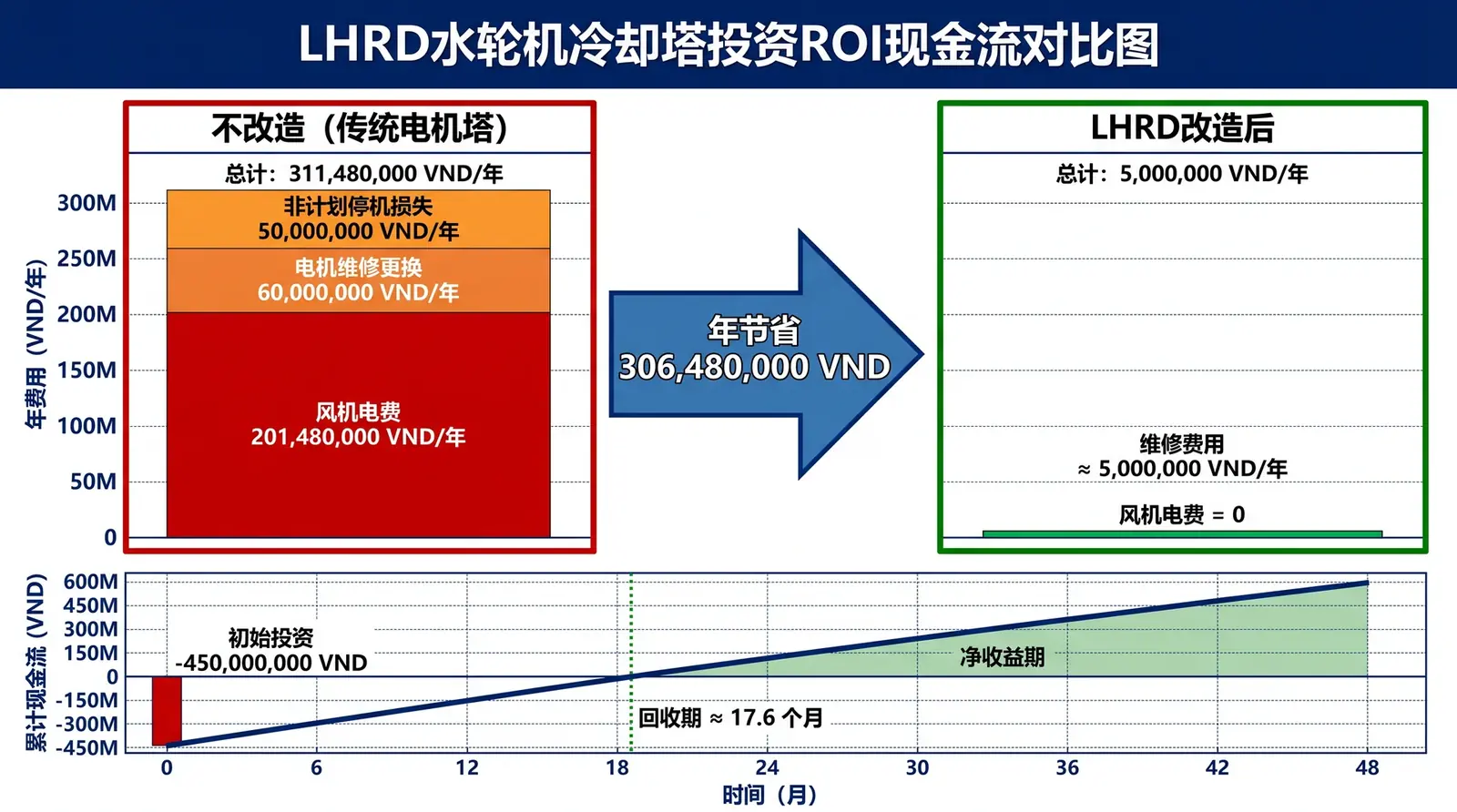
In chemical parks in Vietnam, frequent equipment replacement means not only high purchase cost but also repeated lifting work at height. Under Vietnam's occupational safety requirements, replacing a motor on top of a cooling tower is a typical hazardous high-altitude operation.
| Comparison dimension | Conventional motor drive | LHRD water-turbine drive |
|---|---|---|
| Average annual replacement frequency in chemical plants | 1.0–2.0 times per unit | 0 times, because there is no motor |
| Cost per replacement | VND 0.5–1.2 million, including lifting | N/A |
| Number of hazardous high-altitude operations | Required for every replacement | Only semi-annual lubrication inspection |
| Explosion-proof certification requirement | Ex d/e certification required in Zone 1/2 | Non-electrical equipment; certification not required |
| Design life | 2–5 years in chemical environments | ≥ 15 years |
After adopting an LHRD water-turbine tower, there is no longer a heavy motor and reducer on the tower top. This not only eliminates the risk of electrical fire and leakage, but also minimizes mechanical maintenance work at the tower top. The turbine design life is usually more than 15 years, during which only routine lubrication inspection is required, once every six months and about 0.5 person-day each time.
Extended Questions
Will scale form inside the water turbine? If the circulating water quality in a chemical plant is extremely poor, for example with very high hardness, scale may indeed form on the turbine runner. For this extreme water quality, it is recommended to add water-treatment equipment at the front end of the system, or consider using an AWA closed-circuit cooling tower to isolate process water from cooling water.
How is the turbine repaired if it fails? The turbine structure is very simple, mainly consisting of a volute, runner and bearings. Even if wear occurs, only standardized bearings or seals need to be replaced. Ordinary mechanical maintenance workers can complete the work on site; there is no need to return the unit to a motor shop for rewinding.
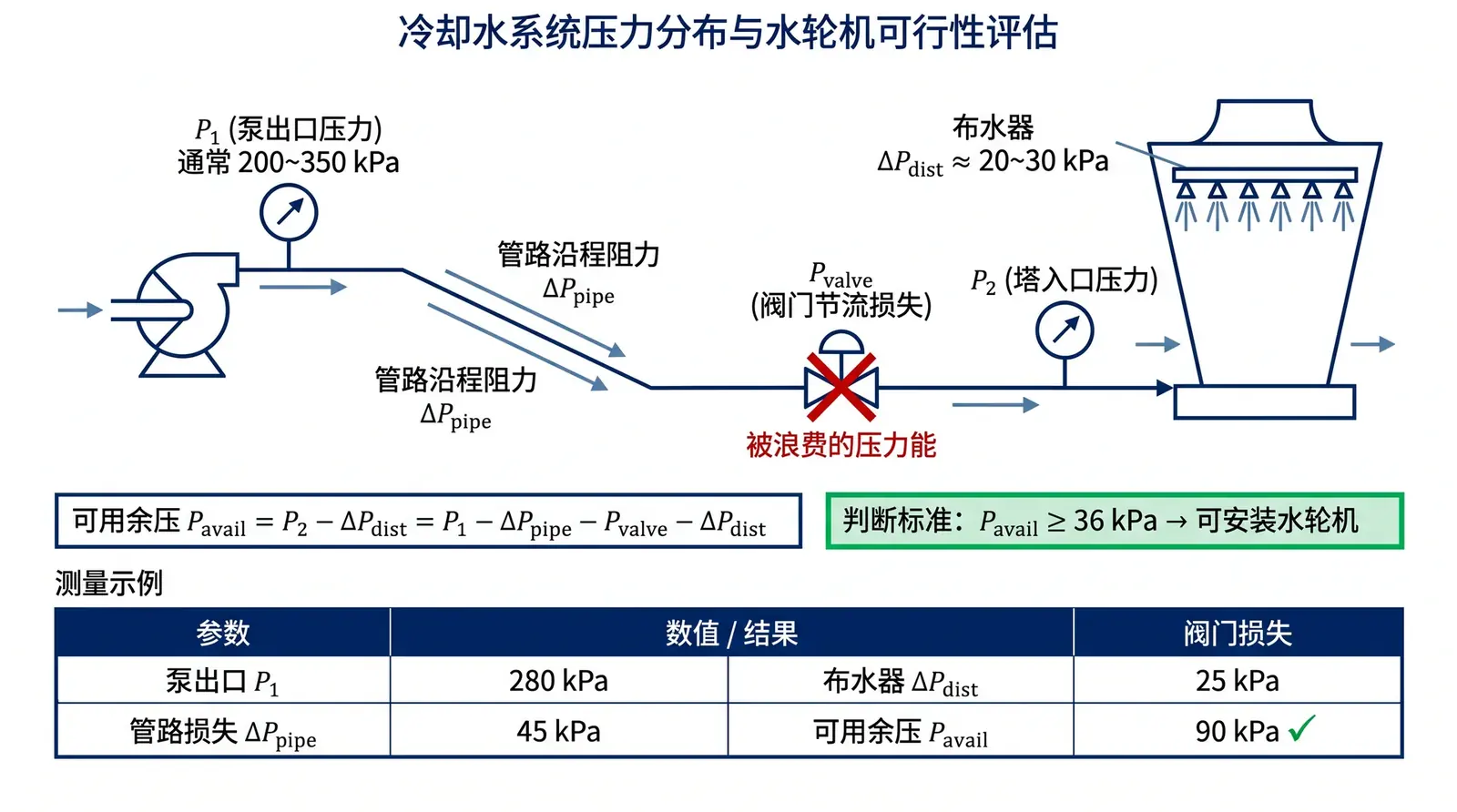
Can all chemical plants use LHRD? The prerequisite is that the circulating water system must have enough residual pressure, usually at least 36 kPa. For the specific evaluation method, refer to the article on how to measure hidden available residual pressure in the system.
Reference standards: IEC 60034-1: Rotating electrical machines — Rating and performance; IEEE Industry Applications Society studies on motor failures in chemical environments; ISO 9906: Rotodynamic pumps — Hydraulic performance acceptance tests.