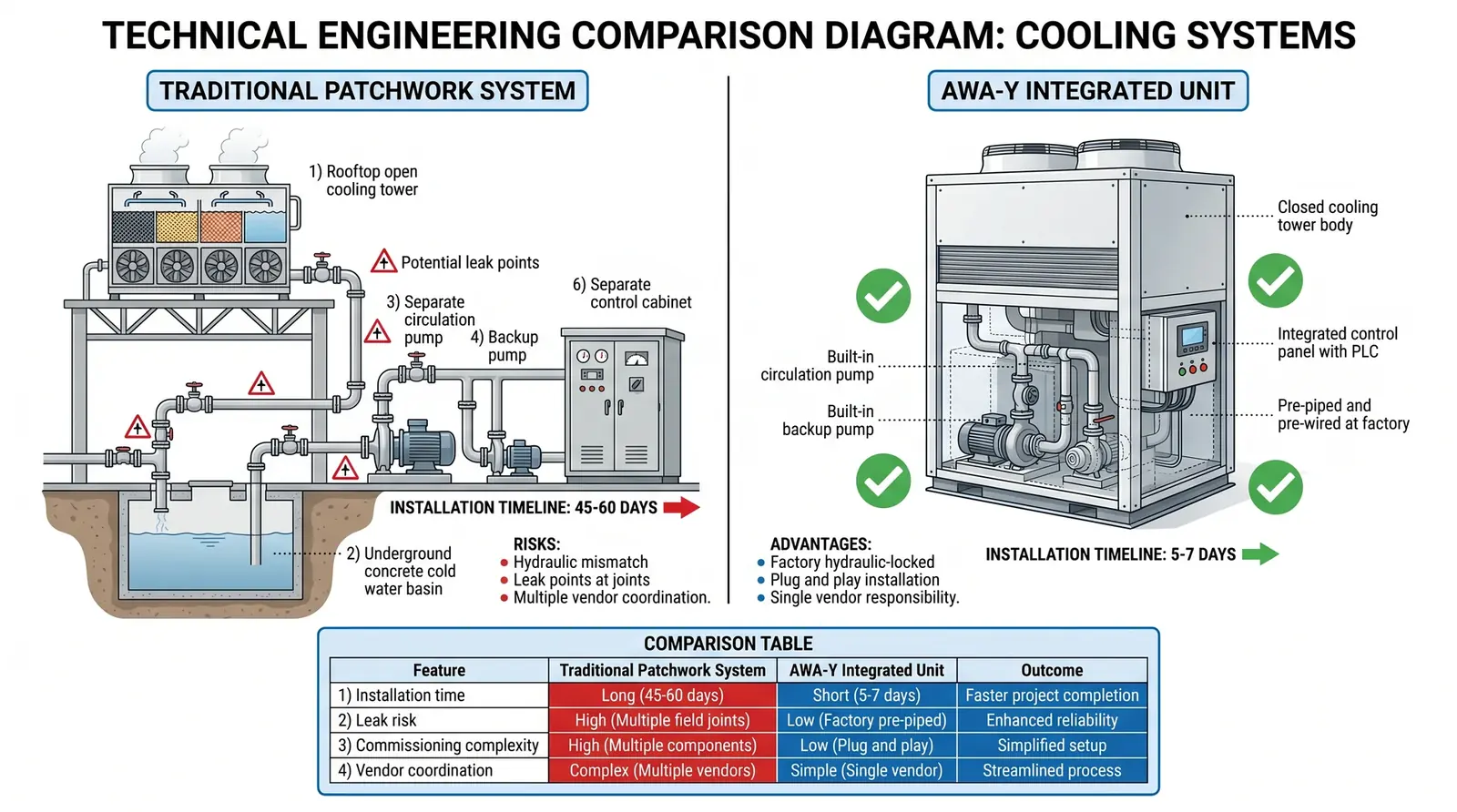
图1:传统拼凑式泵站(左)需要分别采购并现场安装5-7个独立设备;AWA-Y一体化机组(右)出厂前完成水力学锁定和联调,到场后接管即用。
问题定义:小工厂冷却系统的三个令人头痛的工程问题
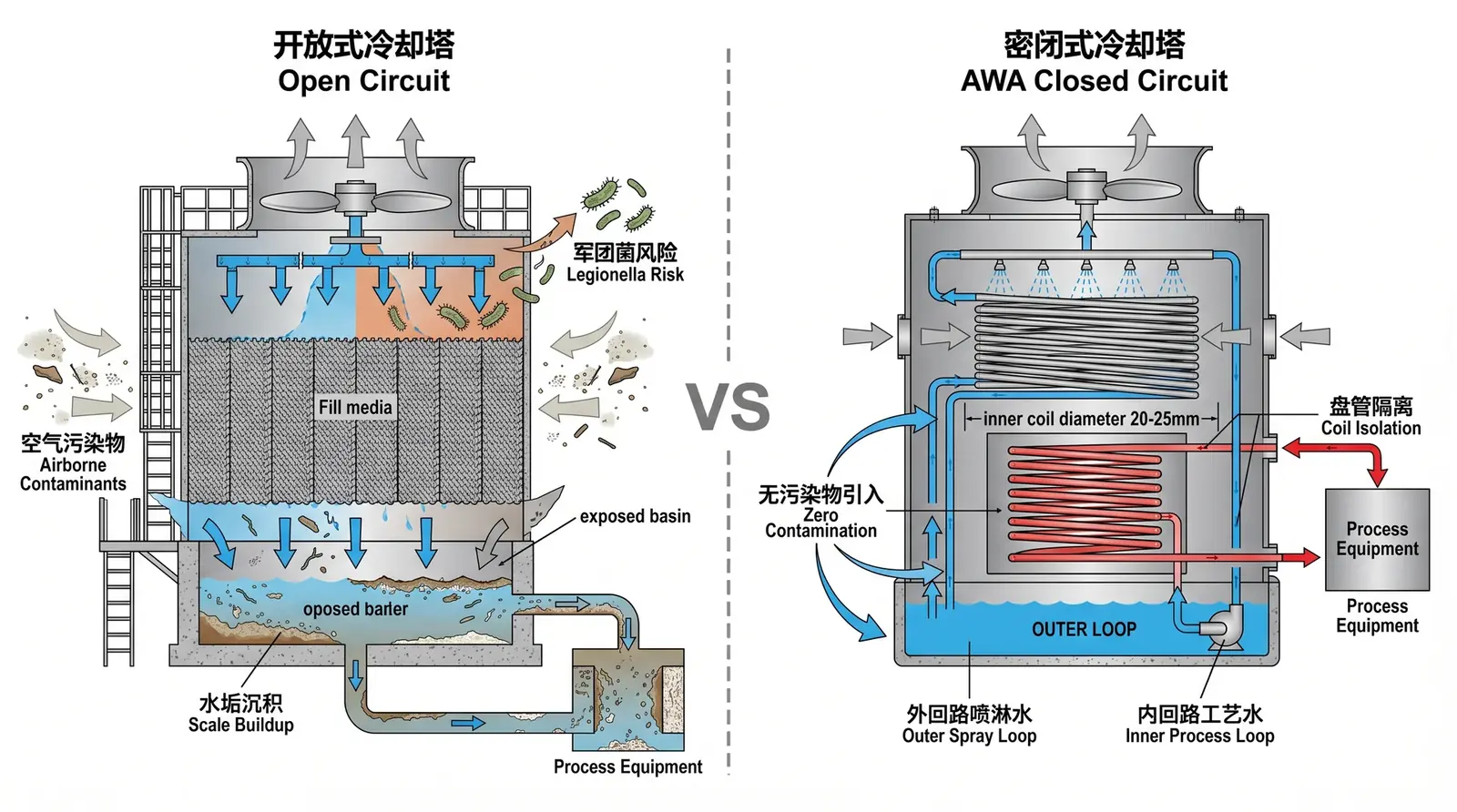
对于散热量在50–300 kW范围内的中小型工厂(单台中频炉、小型注塑机组、激光切割机等),传统的冷却水系统通常采用"拼凑式"方案:分别采购密闭塔、循环泵、软水器、加药装置、膨胀罐、压力表,由安装队现场拼装。这种方案在实际工程中产生三个反复出现的工程问题:
循环泵与系统阻力不匹配导致的流量衰减
循环泵的扬程和流量需要与密闭塔的内回路阻力、板式换热器阻力、管路阻力精确匹配。现场拼装时,各设备由不同供应商提供,水力学参数往往不经过系统计算,导致实际流量偏离设计值20–40%,换热效率下降,设备出水温度超标。
现场拼装管路带来的多节点泄漏风险
现场拼装的管路接口数量通常在20–40个,每个接口都是潜在的泄漏点。在密闭回路中,泄漏不仅导致补水量增加,还会引入空气,导致系统气蚀和腐蚀加速。
多供应商协调导致的调试周期失控
拼凑式系统的调试需要同时协调密闭塔厂家、泵厂家、软水器厂家,调试周期通常在3–7天,期间生产设备无法正常运行。
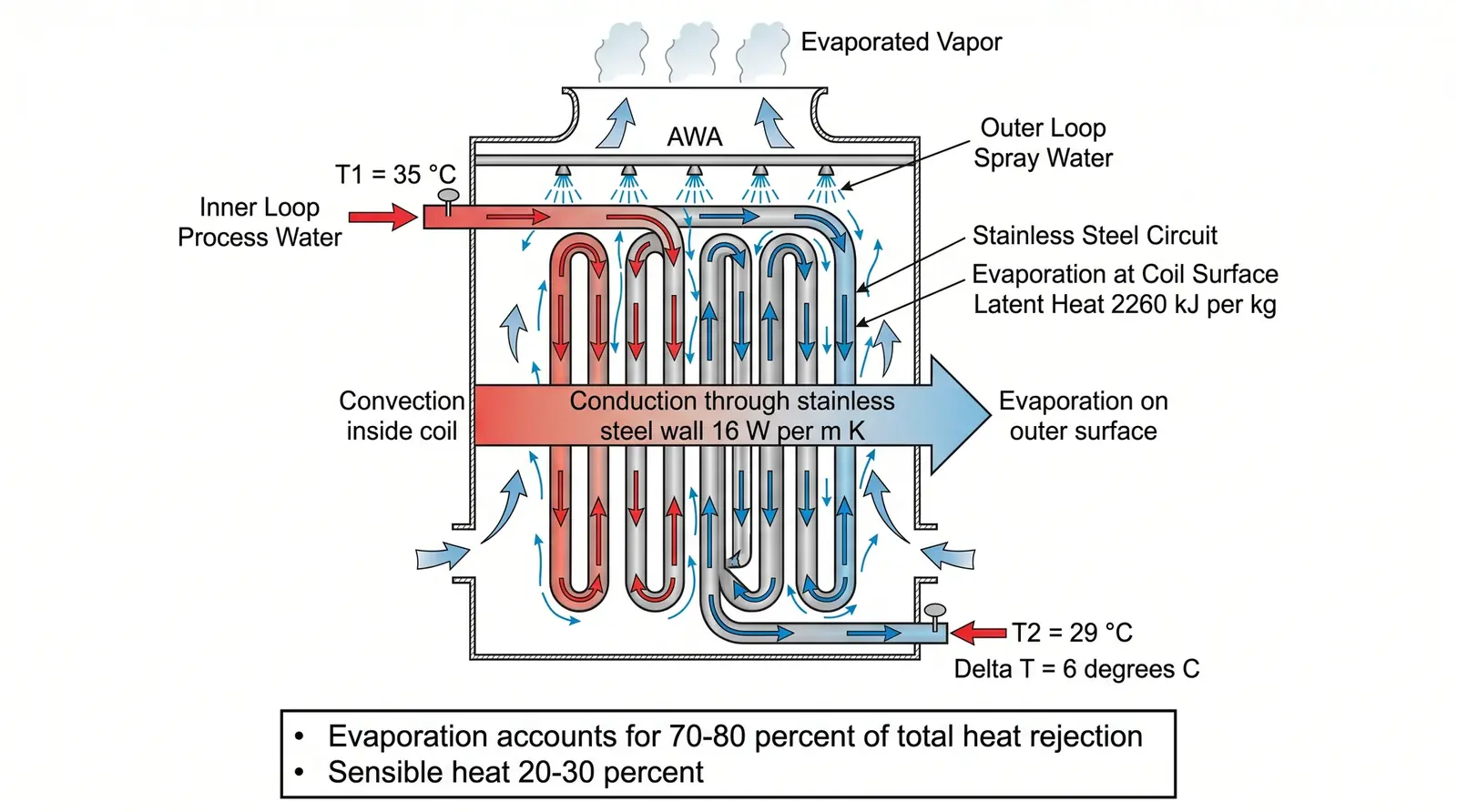
物理原理:水力学匹配的重要性
密闭式冷却系统的内回路是一个封闭的液压回路,循环泵的工作点(扬程-流量曲线与系统阻力曲线的交点)决定了实际运行流量。
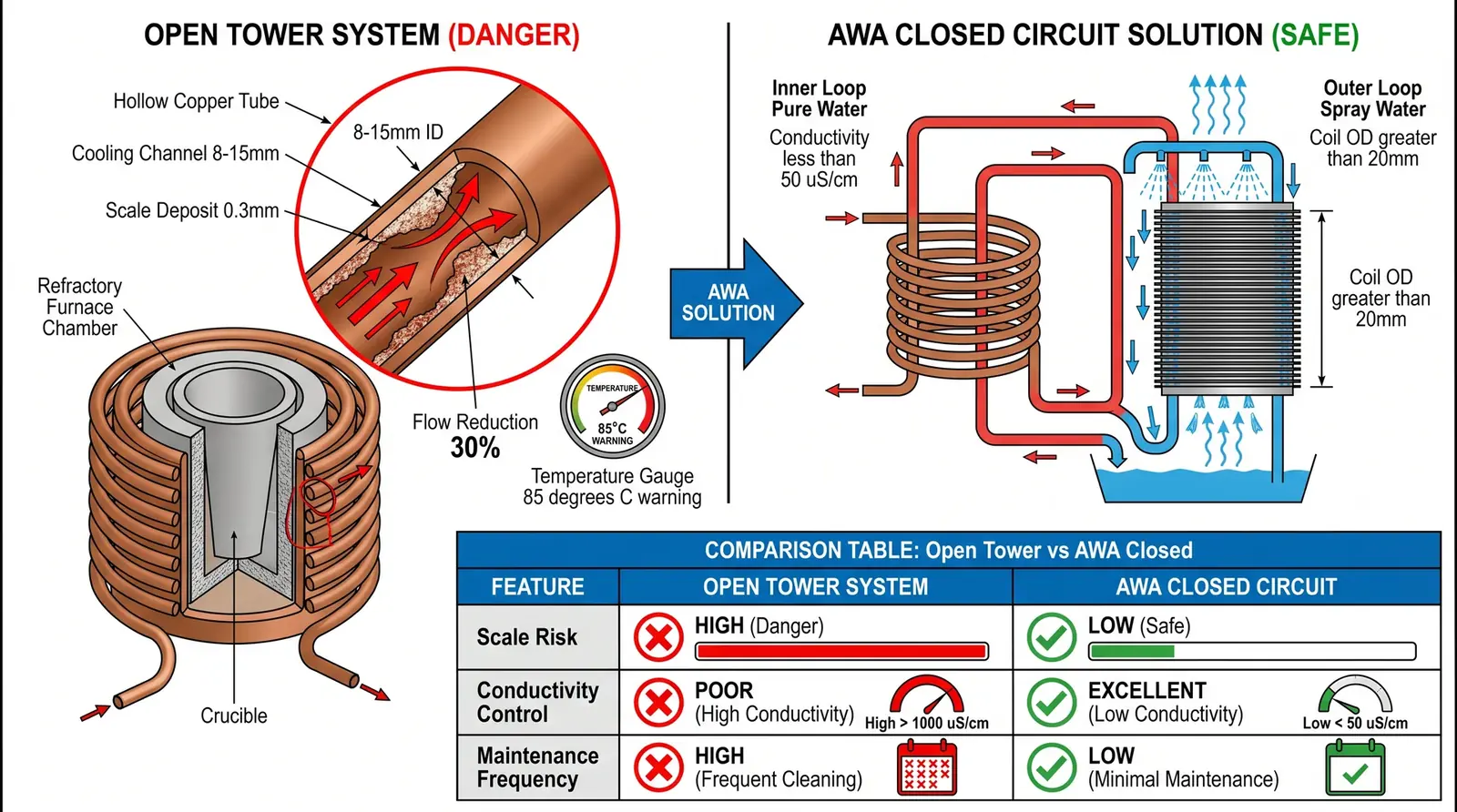
以AWA-30内回路为例:
- 板式换热器阻力:约3 m(流量35 L/min时)
- 密闭塔内盘管阻力:约5 m
- 管路阻力(含弯头、阀门):约4 m
- 总系统阻力:约12 m
若现场随意选配一台扬程20 m、流量50 L/min的循环泵,实际工作点可能在流量60 L/min、扬程15 m处,流量超出设计值71%,导致板式换热器出水温差偏小(从设计的10°C降至6°C),换热量下降40%,工艺水温度超标。
COOLTEK解法:AWA-Y的集成设计
AWA-Y一体化机组将以下设备集成在同一底座上,出厂前完成水力学计算、管路连接和联调测试:
| 集成设备 | 规格(AWA-Y30为例) | 功能 |
|---|---|---|
| AWA密闭塔主体 | 散热量100 kW,内回路流量40 m³/h | 外回路喷淋散热 |
| 内回路循环泵 | 扬程15 m,流量40 L/min,变频驱动 | 驱动内回路循环,与系统阻力精确匹配 |
| 软水器 | 出水硬度<50 mg/L,再生周期自动控制 | 内回路补水软化 |
| 缓蚀阻垢剂加药装置 | 计量泵,投加量0–200 mg/L可调 | 维持内回路水质稳定 |
| 膨胀罐 | 容积12 L,预充压力0.3 MPa | 吸收内回路热膨胀,维持系统压力稳定 |
| 控制面板 | 温度、压力、流量显示,高温报警 | 运行状态监控 |
出厂前,COOLTEK工程师对AWA-Y进行完整的水力学联调:在额定流量下测试各设备压降,确认循环泵工作点在高效区(效率>70%),记录各传感器读数作为现场调试基准。
AWA-Y的物理代价:集成设计牺牲了部分灵活性——内回路循环泵的扬程和流量是根据标准管路长度(通常<30 m)设计的,如果现场管路较长(>50 m),需要告知COOLTEK工程师重新计算,可能需要选配更大扬程的循环泵。
规范验证:适用场景与选型参数
| 适用场景 | 散热量范围 | 推荐型号 | 内回路流量 |
|---|---|---|---|
| 单台中频炉(250–500 kW) | 30–80 kW | AWA-Y15 / AWA-Y30 | 20–40 L/min |
| 激光切割机(1–3 kW光纤激光) | 5–15 kW | AWA-Y05 | 8–15 L/min |
| 注塑机(100–300吨) | 20–60 kW | AWA-Y15 / AWA-Y30 | 15–35 L/min |
| 小型制药洁净区(2–5台设备) | 50–150 kW | AWA-Y30 / AWA-Y60 | 35–70 L/min |
延伸性问题
- AWA-Y的控制面板支持与工厂的SCADA系统或PLC联网吗?支持哪些通信协议?
- 如果工厂有多台设备需要冷却,是选择一台大型AWA-Y还是多台小型AWA-Y?各有什么优缺点?
- AWA-Y的软水器再生需要消耗食盐,年用盐量大约是多少?
建议下一篇阅读:密闭式与开放式冷却塔:三类场景必须选密闭式的物理逻辑