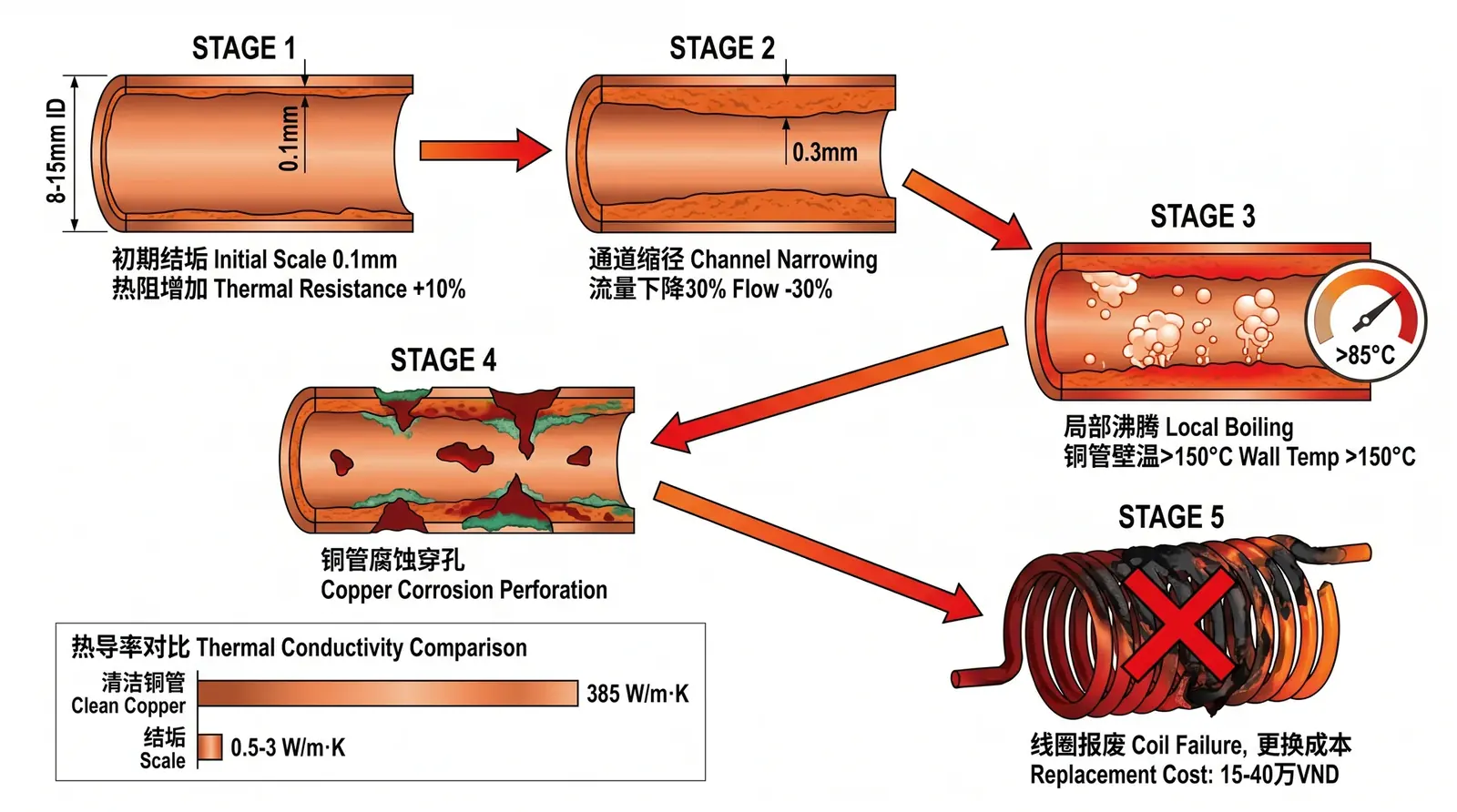
图1:水垢积累的四阶段损坏链——从初期结垢到通道堵塞、局部沸腾直至线圈烧毁。
问题定义:线圈烧毁的真实根因
在铸造、锻造和热处理行业,中频感应加热炉的感应线圈烧毁是最常见的非计划停机原因之一。拆下烧毁的线圈剖开检查,内部冷却水通道几乎无一例外地被硬质水垢完全堵塞。
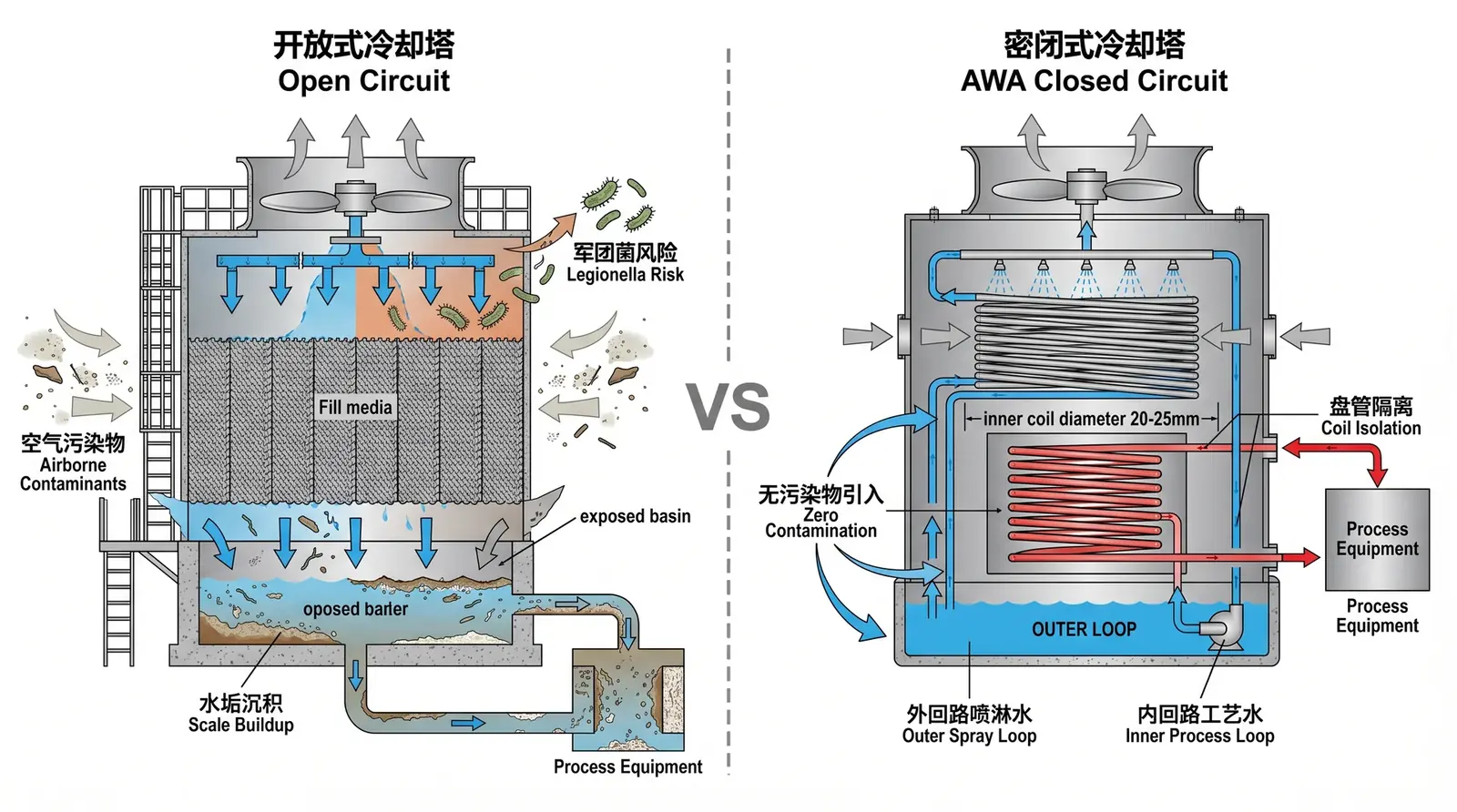
这不是偶然个案。开放式冷却塔与中频炉线圈的物理结构之间,存在一组不可调和的矛盾:开放式塔持续向循环水中浓缩矿物质,而中频炉线圈的铜管内径只有8–15 mm,是矿物质沉积的理想场所。
物理原理:四阶段损坏链
前6个月:0.3mm水垢如何让热阻飙升520倍
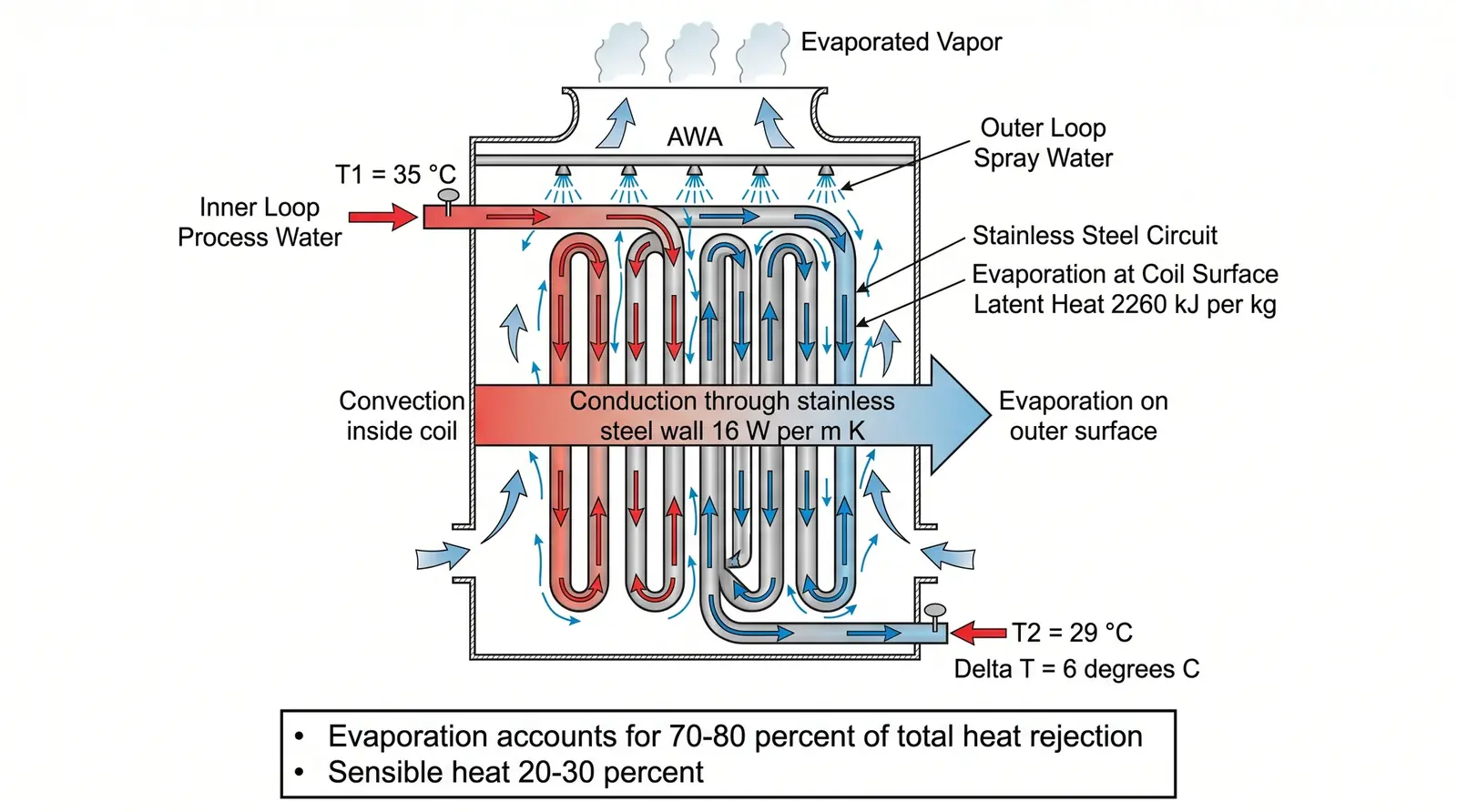
开放式塔循环水浓缩倍数达到3–4时,Ca²⁺浓度升至600–800 mg/L。循环水进入线圈铜管后,管壁温度(通常60–80°C)远高于水温(30–35°C),CaCO₃在管壁优先析出。初期水垢厚度约0.1–0.3 mm,此阶段对流量影响不明显,但热阻已显著增加。
热阻计算:铜管壁导热系数λ_Cu = 390 W/(m·K),CaCO₃水垢导热系数λ_scale ≈ 0.5–1.0 W/(m·K)。0.3 mm厚水垢的热阻 R_scale = δ/λ = 0.0003/0.75 ≈ 4×10⁻⁴ m²·K/W,而同厚度铜管壁热阻仅为 7.7×10⁻⁷ m²·K/W。水垢热阻约为铜管的520倍。
6至12个月:通道缩径导致流速从湍流降至过渡区
水垢持续积累,内径从15 mm缩小至12 mm时,截面积减少36%,流速降低,雷诺数从湍流区(Re>10000)降至过渡区(Re<4000),对流换热系数h从5000 W/(m²·K)降至约2000 W/(m²·K)。冷却能力下降,线圈温度开始上升。
12至18个月:管壁局部沸腾引发的水垢加速沉积
管壁温度超过当地压力下的饱和温度(约100°C)时,管壁附近出现局部沸腾(核态沸腾)。气泡在管壁形成和脱离的过程中,将溶解的矿物质高度浓缩在气泡周围,水垢积累速率加快3–5倍。通道进一步缩小,形成正反馈。
最终阶段:温度失控导致的绝缘击穿与铜管熔穿
线圈铜管外壁温度超过铜的软化温度(200°C以上)时,铜管变形;超过绝缘漆耐温极限(通常130–180°C,B级绝缘)时,匝间绝缘击穿,发生短路。或者铜管内部完全堵塞,冷却水断流,铜管在数分钟内因焦耳热熔穿。
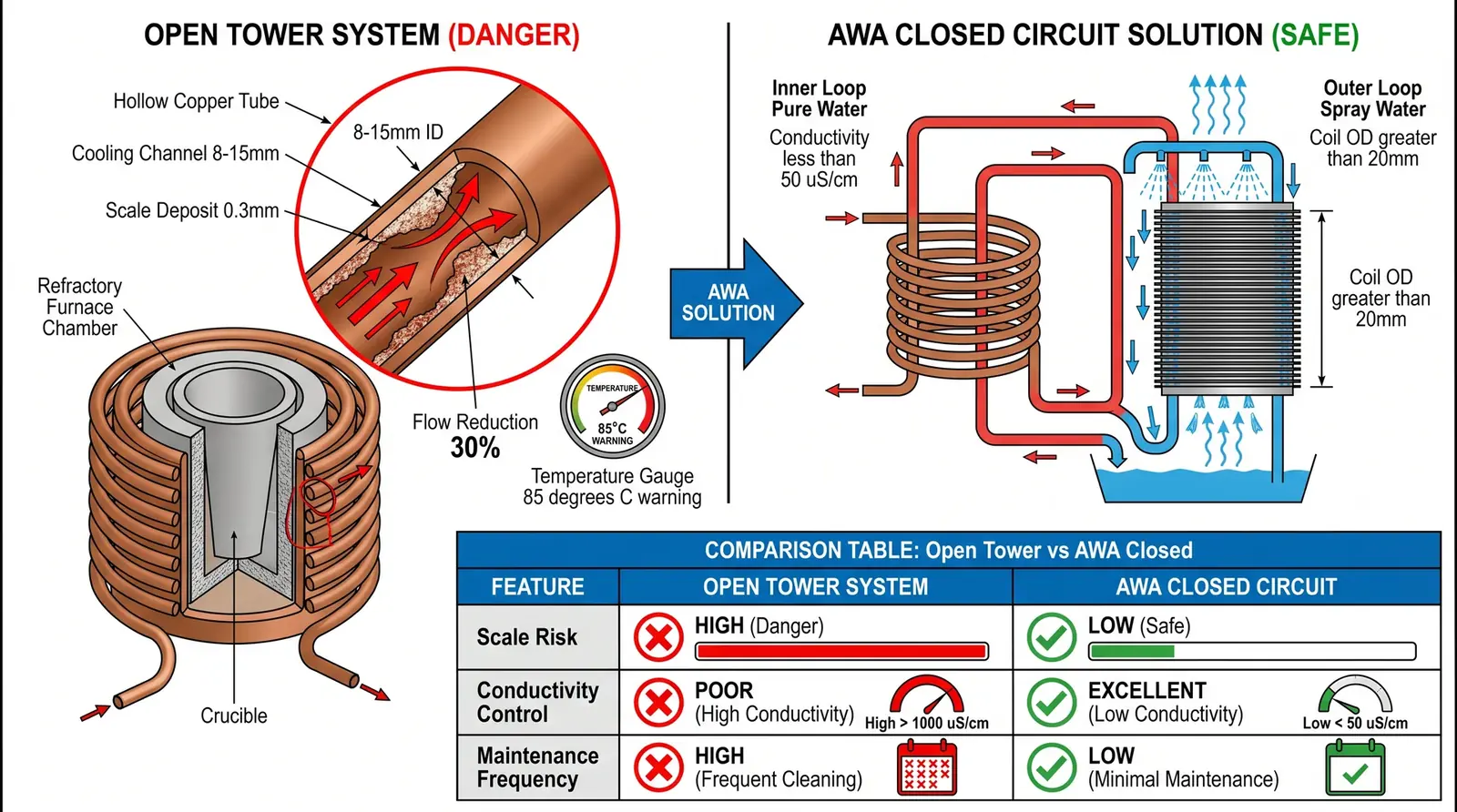
COOLTEK解法:密闭回路从物理上切断损坏链
AWA密闭式冷却塔的内回路工艺水不与大气接触,不存在蒸发浓缩过程。内回路补水使用软化水(硬度<50 mg/L),加入缓蚀阻垢剂后,循环水电导率维持在<250 μS/cm,Ca²⁺浓度<50 mg/L。在此水质条件下,CaCO₃的饱和指数(Langelier Saturation Index,LSI)<0,循环水处于轻微腐蚀性状态,不会在管壁析出水垢。
损坏链的第一个环节(矿物质浓缩)被物理切断,后续三个阶段均不会发生。
改造前后对比(同奈省某铸造厂,500 kW中频炉,2023年改造数据):
| 指标 | 改造前(开放式塔) | 改造后(AWA密闭塔) |
|---|---|---|
| 线圈更换周期 | 平均14个月/次 | 改造后36个月未更换(持续监测中) |
| 循环水电导率 | 1200–1800 μS/cm | 180–220 μS/cm |
| 线圈出水温度 | 45–52°C(警戒值45°C) | 32–36°C |
| 年度维护成本 | 约3.2亿 VND(含线圈更换+停机损失) | 约0.4亿 VND(常规水处理) |
规范验证:主流中频炉OEM的冷却水质要求
ABB、西门子、国内主流中频炉OEM(如鑫海、宇丰)的冷却水质规范均要求:电导率<200–300 μS/cm,硬度<50–100 mg/L(以CaCO₃计),pH 7.0–8.5,氯离子<50 mg/L。开放式冷却塔在越南典型水质条件下,浓缩倍数达到3时,上述指标全部超标。密闭式塔内回路使用软化水,可稳定满足上述要求。
延伸性问题
- 如果工厂已经在使用开放式塔,现有线圈内部已有水垢,酸洗除垢是否可行?有什么风险?
- AWA密闭塔内回路的缓蚀阻垢剂需要多久补充一次?年度水处理成本大约是多少?
- 除了中频炉,还有哪些工业设备的冷却通道同样对水垢敏感?
建议下一篇阅读:中频炉冷却系统选型指南:为什么感应线圈必须用密闭式冷却塔